

|




沧州宏泰五金制造有限公司射芯机使用说明书
一、机器的用途:
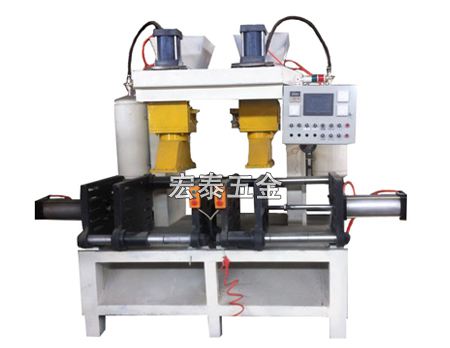
700双工位射芯机是采用覆膜砂制芯,适用于热芯盒。射芯机的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具。射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸 ,表面光洁。射芯机工作原理是将覆膜砂射入加热后的芯盒内,砂芯在芯盒内预热很快硬化将之取出,形成表面光滑、尺寸 的 砂芯成品。
1、生产效高:热芯盒射芯机工作过程是注砂与紧实同时完成的,并立即预热在芯盒中硬化,一个循环周期仅需1-3分钟,便可生产出供浇铸用的砂芯和砂型。
2、砂芯质量好:能射制任何复杂程度的砂芯,而且尺寸 、表面光洁,从而可以减少铸件加工量。
3、可以省去很多制芯用辅助设备及工具、如烘芯炉、烘干器、芯骨、腊线等。
4、减轻劳动强度、操作灵活简便、容易上手,采用电加热,温度可自动控制,工作场地易保持清洁,为制芯过程的机械化、自动化创造条件。
二、主机概述 :
700双工位射芯机为垂直分型射制砂芯及外形。整机结构主要由四大零部件组成。
1.立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。
2.射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。
3.模架部件:主要由动模板、左右支架板及导柱、导套、顶杆、合模缸等零部件组成。
3.1整个模架由左右支架板安装在底座上。
3.2动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的顶杆顶在顶芯板上砂芯被顶出,手工轻易就可取出。
3.3底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
三、操作说明:
1、设备在操作前各运动零部件 处于原始位置。如下:
1、动模板在开模位置。
2、砂筒在升起和返回位置。
3、射砂在关闭位置。
4、动作顺序--合模缸进 --合模--砂筒缸进--压紧缸进--压紧--射砂--排气--压紧缸退--射头松开--砂筒缸退--固化--合模缸推开模--顶芯--取芯--清理
2、操作前的准备工作
1、打开主电源开关(电源指示灯亮)按动复位按钮把各运动零部件回归至原始位置。
2、打开压缩空气总阀门,排净分离器中的水,加足油水分离器中的油,用调压阀调节压缩空气压力,使压力达到0.5-0.7mpa时方可工作。
3、检查砂斗内是否加满砂,否则及时补充。
4、模具加热:芯盒加热应在每工作开始。手动操作方式运行1-3次后,芯盒处于合模状态下进行。加热温度按工艺要求设定值200-260℃之间选定。
5、检查脱模剂罐内是否有足够的脱模剂,应及时补充。
3、工作方式选择
1、手动操作:手动操作主要用来检查、调节主机各零部件运转情况。为自动操作做好准备工作,也可手动操作完成制芯过程。
2、自动操作:自动操作为一次单周循环。按压启动按钮。设备即可按工作顺序自动循环一周完成制芯过程。按移位开关,再按动B按钮又进行下一个循环。
3、应急操作:射芯机在自动运行中发生故障时应立即按停止按钮,停止工作。在停止状态 下芯盒仍在继续加热,是否终止加热,按故障情况相应决定。故障处理后需继续工作, 先按压停止按钮再按压复位按钮,使设备各零部件回归原始位置后再按压启动按钮重新工作。
4、停机
1.暂时停机:若操作者暂时离开机器,需要停机时按下停止按钮。然后按复位按钮使各部件回归各自的原始位置。用手动将模具合上。模具仍保持加热状态。
2.班后停机和长期停机 操作者完成一个班次任务后或需要长期停机时,应做好如下工作:a) 关掉总电源 b) 关闭总气道进气阀和储气罐的气阀。打开排气阀,排除余压和水。 c) 若长期停机需清理砂斗和射砂筒中余砂。
四、日常维护保养:
1.检查各气缸、气路及阀门有无漏气现象及时排除。
2.工作中随时清扫各个运动部件接触面。如:导套、导柱各处。
3.经常检查各部件的连接紧固螺栓、螺母有无松动,及时旋紧。
4.每天工作后清扫设备,每周一次内外 清扫。
5.电控箱及操作面保持清洁。非检修或设定时间后把门关严扣好。
五、 注意事项:
1.对本设备操作没有进行过培训的人员不得操作本设备。
2.在进行自动运转前 经手动空转。
3.开动前要检查运动部件中有无异物、有无非设备操作人员靠近。不要将工具等杂物放在设备上。
4.设备在运转中,不允许触摸运动部分及电器元件。
5.因外部供电中断运转中的设备突然停止工作时,要切断设备电源开关以免再来电造成危险。
6.在设备维修、检查、调整、清理等工作中。应切断总电源和压缩空气总阀门。
7.在维修、检查、调整电磁阀后有可能未恢复到原来状态,通电、通气后要注意观察,以免发生意外动作造成危险。
8.设备各部分在工作中如出现异常声音、异味等不正常现象时应立即停止运行。检查调整后 行手动空转试机。
9.设备工作后停机 停在原始位置,然后切断电源、气源。















































